




| 工程机械压力变送器阀芯孔精密加工探索研究 |
| 信息来源: 压力变送器 | 2021-11-30 点击量: 3604 |

摘要:压力变送器是工程机械液压系统的重要元件之一,用来控制液体流动方向、流量大小及压力高低。而压力变送器阀芯孔加工质量是关键要素,直接影响压力变送器工作性能及使用寿命。该文首先总结了压力变送器阀芯孔3种加工工艺方案,然后根据探索及验证,提出了阀芯孔成套化铰孔技术、阀芯孔沉割槽高效加工技术、多冲程珩磨+单冲程珩铰精密加工技术。
0引言
当前,压力变送器在工程机械领域的应用越来越广,作用也越来越大。压力变送器是液压系统的重要元件之一,用来控制液体流动方向、流量大小及压力高低。而压力变送器阀孔加工质量是关键要素,直接影响压力变送器工作性能及使用寿命。所以,对压力变送器阀芯孔加工工艺方案进行探究分析,不断引入新技术,提高阀芯孔加工质量,从根本上保证压力变送器工作的稳定性。
1概述
液压阀芯孔加工是压力变送器制造中的关键特征点,也是加工难点之一。阀芯孔加工精度主要有直径尺寸精度、圆度、圆柱度、表面粗糙度等。一般情况下,我们要求阀芯孔直径尺寸精度在0~0.003mm,圆度在0.002mm以内,圆柱度在0.003mm以内,阀芯孔内表面粗糙度在Ra0.2以内。目前液压阀芯孔加工比较成熟稳定的工艺方案主要有3种,见表1~表3。
2阀孔加工技术
经过多年探索及验证,提出几种液压阀芯孔加工技术,主要有阀芯孔成套化铰孔技术、阀芯孔沉割槽高效加工技术、多冲程珩磨+单冲程珩铰精密加工技术。
2.1阀芯孔成套化铰孔技术
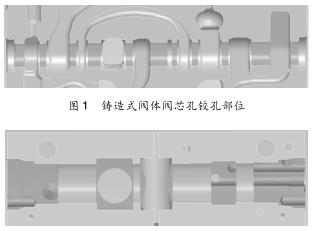
常用阀体主要有两种类型,一是如图1铸造式阀体,二是如图2连铸式阀体,两者阀孔主要的区别为铸造式阀体阀孔为预铸孔,各台阶成环状分步,连铸式阀体为实心孔无预铸孔,相交孔较多,且不规则,加工难度大。
针对两种阀孔,传统加工工艺流程为:一头钻孔另一头钻孔一头扩孔另一头扩孔粗镗半精镗钻铰孔导引孔精铰孔。
传统工艺存在工序多、加工效率低、圆柱度精度低问题。为解决以上问题,通过不断验证,开发了适用于不同液压阀孔、不同加工效率的加工技术。改进后的加工工艺流程为:钻(连铸阀体需要)钻导引孔扩孔铰孔。
针对铸造阀孔只需钻导引孔、扩孔和铰孔3个步骤即可,加工工时可缩短为5分钟以内。技术创新点1:将扩孔导引钻和铰孔导引钻复合在一起,两个导引孔一起加工。
技术创新点2:扩孔钻、铰孔钻采用阶梯式切削刃,实现扩孔大余量加工扩孔加工,与导引孔刀结合,实现之前钻孔、扩孔、镗孔的复合加工。铰孔后,阀孔直径公差0.02mm,圆柱度0.01mm,过程能力指数cpk1.33,单孔加工工时5min,处于行业lingxian水平。
2.2阀芯孔沉割槽高效加工技术
目前阀体沉割槽有两种类型,一是如图3有预铸流道小余量沉割槽,二是如图4无预铸孔全加工沉割槽,两者阀孔主要的区别为前者加工余量小,加工前端面不规则,后者需要全部加工,余量大,但加工前端面平整。
传统加工方法为使用T型槽铣刀(见图5)加工,类似图3沉割槽,每个槽子需要加工2~5min,类似图4沉割槽,每个槽需要加工5~10min。为提高加工效率,基于加工余量情况,针对2种沉割槽,研发不同的割槽方法,形成成套化的割槽方法,如表4所示。
技术创新点1:类比车床车槽方案,由工件转动化为刀具转动,设计推镗刀,如图6所示。技术创新点2:类比T型槽刀,一次加工一个槽改为一次加工多个槽,设计多刃槽铣刀,如图7所示。技术创新点3:进一步优化多刃槽铣刀,实现换刀片式可以涨缩的刀具,如图8所示,刀杆设计刚性更好,相对多刃槽铣刀,适用于多倍径细长阀孔加工。
2.3多冲程珩磨+单冲程珩铰精密加工技术
同行业阀芯孔的精密加工方案为多冲程珩磨或者单冲程珩铰,两种工艺各有优缺点,多冲程珩磨对于阀孔直线度的保证有优势,单冲程珩铰对保证阀孔的圆度有优势,两个工艺单好使用,都很难达到圆柱度3μm的设计要求。
为解决此问题,通过调研不同厂家的加工方案,结合多冲程珩磨与单冲程珩铰工艺特点,采用多冲加单冲的阀芯孔珩磨工艺多冲程保证直线度,单冲程保证圆度,阀芯孔直径公差0.003mm,粗糙度Ra0.2,圆柱度控制在3μm以内,达到国际先进水平,如表5所示。
3结束语
液压阀芯孔加工是压力变送器制造的关键,在今后的实际工作中,还需要不断探寻新刀具、新工艺、新设备,精益求精,提升压力变送器制造水平。
